冷镦工艺是指采用冷挤压钢来生产螺栓、螺钉、螺母、铆钉和销钉等紧固件。含碳量为0.06%~0.15%、硬度范围为75HRB~87HRB的不锈钢和非不锈钢均可用作冷镦的原材料。冷镦紧固件广泛应用于各行各业,比如:汽车、建筑和运输行业,同时也用于纺织设备和家用电器等制造业。
冷镦
冷镦是一个通用术语,是一种用盘料连续生产紧固件或零件的加工方法。冷镦设备为特殊设计的卧式压力机,它经过送料、矫直、横切,最后进行一次或多次打击而形成紧固件。冷镦工艺生产率高,在室温下进行。此工艺用来生产小尺寸和中等尺寸的紧固件,如:螺栓、螺母和铆钉等。为了使冷镦件达到所要求的机械性能,冷镦之后通常要进行淬火和回火。
碳钢通常比不锈钢便宜;而且,碳钢的碳含量不同,其机械性能也有所不同。低碳钢强度低,材质软,但容易加工和焊接。如果用不锈钢制作,就需要使用不锈钢材料专用工具,并且在作业之前应将不锈钢表面彻底清洁干净,以避免与易腐蚀金属发生交叉污染,导致加工产品表面褪色。与机加工相比,冷镦工艺具有材料零损耗、抗拉强度、屈服强度、硬度、韧性和抗疲劳强度等机械性能优良的优点。此外,冷镦作为一种冷加工工艺,其晶粒流动可控,成品具有良好的晶粒组织结构。

图1感应炉中钢水出到钢包中

图2将钢水从钢包倾倒到中间包进行连铸
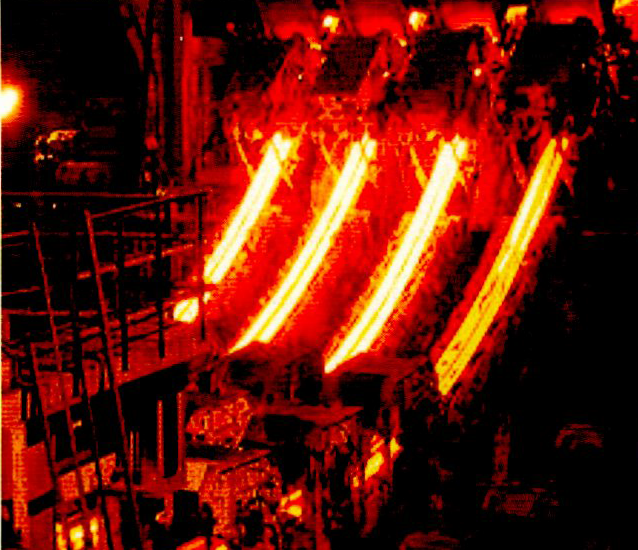
图3 连铸不锈钢钢坯
不锈钢冷镦件
不锈钢具有良好的耐腐蚀性能和机械性能,适用于加工冷镦产品,特别是腐蚀性介质中使用的产品。成型可通过镦锻或按3.5:1的比例挤压完成。一般意义上的不锈钢是一种铬含量不低于11.5%的合金钢,它不像普通钢那样容易生锈、腐蚀,但它并不能防锈。
冷镦的原料一般采用球化退火后的低碳钢或不锈钢盘料、棒材或线材。原料的尺寸精度要求很严格,且必须严格控制原料中的O、P和S等杂质,以防止裂纹的产生。加工过程中80%的冷裂都是因微裂、划伤和横纹等表面缺陷而引发的;因此,在轧制或连铸时应避免产生这些表面缺陷。尺寸公差为±0.20mm,裂纹、划伤或其他任何缺陷深度应小于0.07mm。
原材料表面脱碳会导致螺栓表面强度和疲劳寿命显著下降。钢中非金属杂质含量高是标准件冷裂的一个重要因素,尤其是B型(铝酸盐)和D型(氧化物)脆性非金属杂质。这样的杂质离线材/棒材的表面越近,危害就越大;所以,距离表层2mm内的杂质,尤其是B型杂质,不应超过15μm。
常见工艺路径
冷镦用钢的主要生产工艺是从电弧炉(EAF)或感应炉(IF)炼钢开始,在AOD炉中进行精炼。冶炼冷镦用优质钢的关键是减少非金属杂质,将钢水碳含量稳定在规定的范围内,同时降低钢的氧化程度,去除非金属杂质,以提高钢水纯度。工艺流程如下:
1. EAF/IF→ 出钢温度1630℃-1660℃→ 脱氧→ 合金化 →终脱氧→ 添加硅铝钙锶合金(钢包清洁后)→ 在AOD炉中吹氩气&氧气→ 连铸→ 加热→ 高速盘条/线材轧制→ 控制冷却→检验&测试
2. 冷镦件的生产→ 冷拔→ 球化退火(通常对加工硬化后的零件进行球化退火,以便进行进一步加工,或盘条轧制或线材拉拔。这样生产出来的产品提高了延展性和韧性,降低了硬度和强度)。
冷镦用不锈钢线材/棒材的生产工艺基本上与碳钢线材/棒材相同;然而,不锈钢具有很高的抗变形能力,因此要保证冷镦效果,必须进行球化退火。
组织结构特征
冷镦用钢的金相组织为铁素体和粒状珠光体。珠光体的晶粒大小和分布情况也会影响冷镦性能。最理想的状态是珠光体晶粒大小相似且均匀分布在铁素体基体上。然而,冷轧钢的宏观组织应无收缩、分层、白点、裂纹、孔隙、中心气孔等缺陷。不锈钢线材和棒材的内部组织不同于其他类似钢材产品,其晶粒不是很细小。一般来说,晶粒越细,材料的抗拉强度和屈服强度越高,变形抗力也就越强,反而不利于冷镦。
常见问题
产品的质量性能差,能耗高,可能会给汽车、航空和建筑行业带来一些问题。一些国家迫切需要进口高端冷镦钢产品,以实现技术升级。西方发达国家现已使用现代化加工设备,严格执行全过程质量控制,通过控制材料损耗率降低成本,成功地将冷镦不锈钢产品推广开来。

图4 不锈钢连铸方坯 – 轧制棒材、盘条和线材的原材料
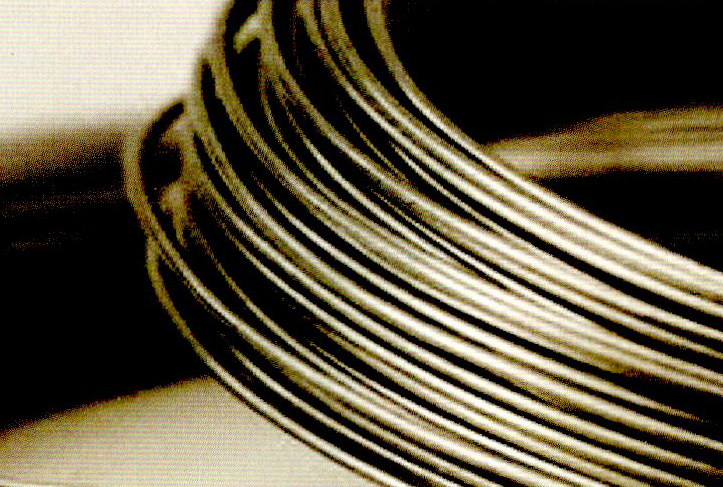
图5 用于冷镦产品原材料的不锈钢圆钢
图6 冷镦不锈钢产品
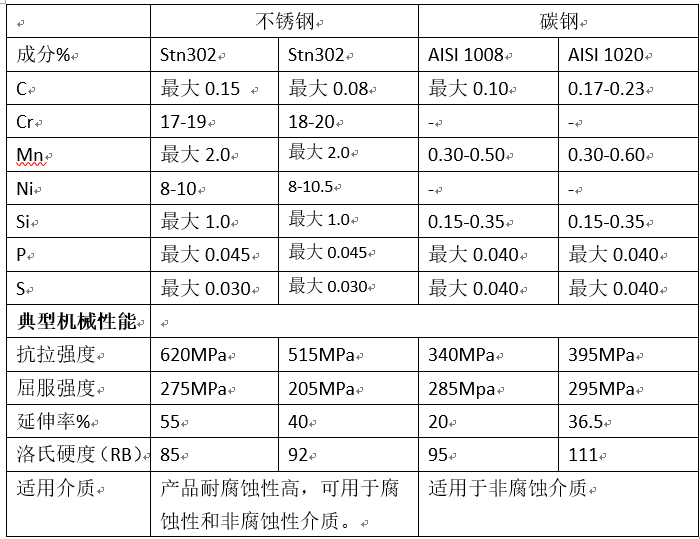
表1 用于各种介质的冷镦产品常用的不锈钢和其他钢种
添加少量硼可提高材料的成型性,使头部不易破裂,从而可以制造形状更为复杂的紧固件,使其在冷成型和后续的热处理过程中具有良好的淬透性和稳定的性能。工厂统计数据表明:80%的冷裂都是由横纹、划伤以及微裂纹等线材的表面缺陷引发的。使用同样的原材料,冷镦工艺每分钟可生产100件,而机加工每分钟只可生产4.5件。冷镦用线材应具有良好的表面质量,尺寸公差为±0.20mm,裂纹和划伤深度小于0.07mm。
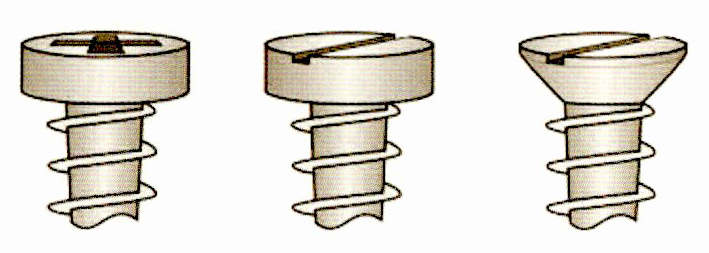
图7 形状复杂的冷镦产品
冷轧钢的宏观组织不应存在收缩、分层、白点、裂纹、孔隙或中心气孔等缺陷。良好的冷镦性能意味着线材的变形抗力较低,从而可以经受很大的变形量而不会产生裂纹。人们普遍认为断面缩减率和屈强比是相对可靠的。不锈钢的断面收缩率应大于等于50%。冷轧螺纹钢的屈强比很小,冷镦性能相对要好。其屈强比应不大于0.70。
结论
在冷镦过程中,零件成型不需要将原材料加热。因此,冷镦产品精度高、表面光洁度好,且产量高。在冷镦最后成型时,材料变形量大,而材料形变能力低,这就需要丰富的制造经验才能完成复杂的形状,模具寿命也不尽相同。但与热成型相比,材料变形量大,而材料形变能力低,这就需要丰富的制造经验来完成复杂的几何形状。模具寿命因产品而异,但通常情况下模具可以镦10,000个或更多零件。